检测|太阳能电池和组件技术的进步意味着面积越来越大、功率越来越高的组件正在以越来越快的速度制造、运输和安装,从而使产品测试和检验变得更加重要。在这里,Enertis将探讨电致发光检测在整个光伏项且生命周期中的作用。
正在进行中的电致发光测试
近年来经历的大规模太阳能光伏项目是若干技术经济和社会特征的动态进步和优化的结果,因此太阳能光伏市场的现状比以往任何时候都更为健康。今天的光伏电站基于成千上万晶体硅电池板建设而成,而电池板则由150块(举例而言)最先进的太阳电池封装而成,并通过创新的连接方式组合在一起,同时还采用正在成为主流技术的双面组件技术。反过来,这些组件由GW级规模的公司在线生产,并以创纪录的时间运送到全球各个站点。
从历史上来看,在组件制造方面,大规模生产全新组件和满足不断增长的市场需求所需的持续创新(有时未经适当验证)和生产线升级,确实带来了新颖的解决方案,但同时,也出现了对太阳能电池和组件质量缺陷的误判。同样,多年来,公用事业规模的光伏电站的建设成本、安装和并网提前期也大幅降低。
总的来说,这表明了通过成本效益高且快速的技术来提高检查水平比以往任何时候都更加迫切。因此,考虑到光伏组件在光伏项目的不同阶段可能会不断受到损坏,常用的电致发光(EL: Electroluminescence)检测技术毫无疑问是能够以大规模且经济实惠的方式检测光伏组件的最广泛工具之一。事实上,今天参与光伏项目开发的每个人都意识到EL检测是一种非破坏性的检测太阳能光伏组件电气缺陷的高效方法。
在光伏组件上进行电致发光检测的原理,简单来说是通过直流电源(通常在黑暗条件下)向组件注入正向偏置电流,以达到适当的信噪比,从而获得高质量的电致发光结果。光伏器件的有源部分会发出特定波长的发光辐射,然后被合适的探测器收集。被收集的电致发光被处理成对比图像,揭示出具有不同发光活性的区域,最终解释为人眼无法检测到的缺陷。
实际上,电致发光分析将定性、快速和直接地揭示被检查样品内的健康或缺陷区域,并呈现不同的串联和并联电阻。调节电流注入水平将展示不同的电阻状态,因此有助于了解被测电池或组件中发生了什么。因此,任何低 EL图像对比度特征通常都会被推断出其结构中存在隐藏缺陷。
从早期Fuyuki等人的工作开始,作为光伏组件供应商、实验室甚至EPC参与者的一种可靠、经济有效和可大规模使用的质量筛选技术,EL检查一直都是与红外热检在(IR)配合使用的。多年来,EL测试的专利和推广实施推动了检查操作模式的极大改进,如移动实验室[3]、无人机[4]和高级图像处理[5],以至于现在,已经实现了在标准日光条件下,也能进行EL成像的能力。
目前,大量的EL信号收集探测器被用于各种场景中,大致包括硅CCD系统、经济高效的CMOS反光照相机(适应晶体硅器件的1150nm发射波长)或那些基于InGaAs的价格昂贵但在某些情况下特别有效的探测器。最终的选择则是在分辨率、灵敏度、光谱范围和最终价格之间进行权衡的结果,这取决于EL检查的背景和最终目标。
然而,作为一项快速成功应用于终端用户市场的新技术,EL的经济性、非破坏性和直观性反过来又导致了某些过度使用和误解,有时会导致影响光伏项经济性的重大后果。这来自于使用某些从EL图片中看到的确实有价值,但价值有限的定性信息。
对于EL图像的解释一直存在偏见或某种主观性,这源于业界对EL缺陷的定义缺乏共识。此外,在受损太阳能电池上发现的缺陷背后很多未知的物理和化学机制和随之而来的短期到长期的影响,使EL分析的后果更加复杂。在这方面,国际电工委员会(IEC)专门研究太阳能系统和设备的TC82工作组,最近发布了IEC TS 60904-13:2018文件[8],旨在建立系列用于收集、处理和解释EL图像的操作方法,作为适用于光伏行业最终标准的初步指南。
不管怎样,即使主流市场最终可能不再采用这些标准指南,EL检测也将可能最终成为一种通用、无冲突和无偏见的缺陷检测和分类方法,这在EL检测用于将图像与光伏组件性能关联的情况下尤其重要,尽管迄今为止进行了一些有趣的尝试[8]。在某些情况下,将基于EL的结果外推到财务或法律后果,确实会导致EL检查得到其他众所周知的组件特证化方法的补充,如IV曲线测量或红外热成像图,能够完全用解缺陷背后的机制,然后得出更准确和公平的结论,特别是在涉及处罚或保修索赔的情况下。
但是由于第三方专家检验和检测机构(如Enertis)的检测作用,EL将仍然是检查光伏组件在光伏项目寿命期间,不同情况下质量状况的一种基本手段: i)从组件供应协议(MSA)或EPC中缺陷标准的定义来看合同;ii)通过在组件生产期间对EL图像进行收集和评估:;ii)装运前;iv)交付后;v)甚至安装在固定或跟踪支架之后。
因此,EL检查对于推动可靠的太阳能光伏发电成为全球清洁能源的主要来源具有极大的作用。因此,在太阳能光伏发电项目的开发过程中,迟早要讨论如何制定组件的EL缺陷标准、测试的抽样规则以及在发生故障时的衍生责任。
在这一点上,在EL进入太阳能产业大约15年后,在目前由GW级制造商推出并以难以置信的速度制造和安装的创新、高功率光伏电池/组件的时代,我们在此重新审视商业环境。相信由专家独立顾问设计和执行的EL分析,可以成为EPC公司和光伏业主的重要决策工具。
为此,我们对Enertis在不同项目开发和市场环境下开展EL检查活动的实际案例进行了审视和评论,即:
制造和装运前测试
·出厂检验
·安装后检查
·制造和装运前测试
默认情况下,光伏行业假设商用光伏组件设备由于其复杂的组成和大尺寸的表面,可以分成肉眼可见的和隐藏的缺陷。然而,从EL检查的角度来看,光伏组件的通过或失败条件仍未解决,目前完全取决于每个特定项目案例和相关MSA背景。此外,可接受限值是按缺陷类型设定的,不考虑其各自的累积。
考虑到那些肉眼无法察觉的仅通过EL检查才能发现的缺陷,在一级组件制造商中,对于缺陷的定义和判断存在很大的差异。由于新的光伏电池和组件设计的快速开发和发布,目前这一趋势非常明显。总而言之,这些新产品的发布使我们向前迈出了几步,需要更新相应的EL质量标准。
这种不一致性在缺陷严重性的分类(次要、主要、关键)及其单独描述方面都是专利保护的,以至于大多数供应商多年来一直使用几乎相同的EL标准,而不管引入新的电池尺寸(210mm)、器件结构(PERC、单主栅和双主栅)和主栅互连(从不久前常见的三主栅到多主栅平铺式/叠瓦式连接)。对于相同的组件数据表和光伏项目位置,同一制造商内部甚至会遇到不可忽略的差异,但对组件价格没有明显影响。
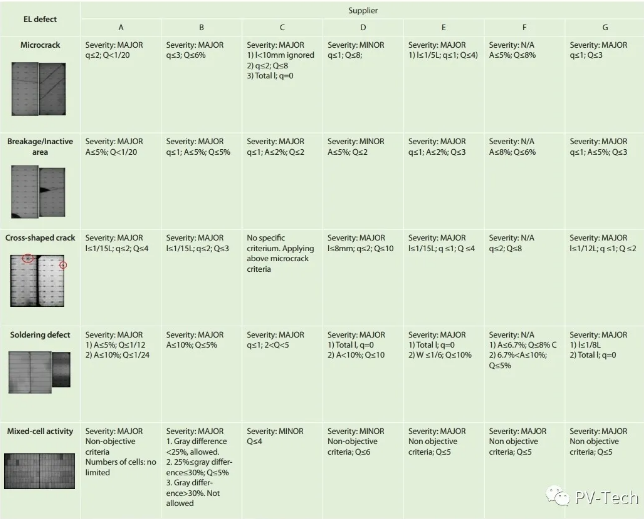
*q:单个电池的缺陷数量;Q: 受影响的电池数量;I:缺陷长度;L: 电池长度;A: 电池面积; W: 缺陷/电池宽度;
表1: 收集了当前几家销量最高的一级组件供应商在EL缺陷验收标准之间的差异。
为了说明这点,表1收集了目前在线检查报告的原型缺陷示例,包括几家销量最高的一级组件供应商制定的具体标准和考虑因素。为了清楚起见,以及出于保密原因,缺陷定义已被统一,一些标准略有解释,而制造商的原始建议没有作任何修改。此外,EL图像插图选自Enertis执行的产品测试结果,作为每个EL问题的代表性示例。可以观察到,供应商之间在缺陷定义方法(面积、长度、宽度)和验收标准(缺陷严重性和/或限制)方面有着明显差异,这种市场现状说明业界在执行和解释EL图片时缺乏客观共识。特别困难的是在光伏组件中经常观察到的混合电池性能缺陷(表1),在户外环境下这可能会造成潜在热点现象的扩展,也可能因为组件内的硅片/电池电气特性存在差异而降低组件的长期可靠性。
因此,目前存在对光伏组件进行历史追溯的趋势,即使只是根据相关EL缺陷(作为检查和验证光伏组件的诸多方法之一)的类型和数量来对光伏组件(包括目前市场上来自不同供应商的创新电池和组件设计)进行评估和分类。
此外,根据Enertis的经验,供应商在EL测试和相关行动方面实施的限制和规定水平,大体上可以体现出其是否有能力和意愿为客户提供最佳产品,还可以将此类操作外推到影响制造过程的其他操作(如可追溯性)、技术(物料清单控制、操作员培训等)策路和行动上。
众所周知,今天光伏组件的功率能达到600W以上,主要得益于组件尺寸和重量的扩大,并且基本上是由于使用了高达210mm的大硅片,所有组件供应商都通过创新的电池互连方法在一定程度上缓解了尺寸增加的问题,使非工作空间减少到几毫米。
这些创新的焊接方法,以及使用半切或其至三切多主栅连接的电池,可能会在电池边缘附近导致相当轻微但有害的十字形裂纹,特别是那些受到激光切割成半段或三段影响的裂纹,但供应商却很少报告。这表明,在电池焊接过程中产生的机械应力,加上硅片切割边缘可能存在的缺口,将可能促进此类缺陷的形成。图1以一种直观且具有代表性的方式描述了这种效果。尽管受微裂纹影响的面积和长度很小,但根据IEC TS 62782:2016标准动态机械负荷(DML)试验后,组件内部子串的电池中几乎所有十字形裂纹都扩展为多裂纹,也导数一些区域的电池断开。
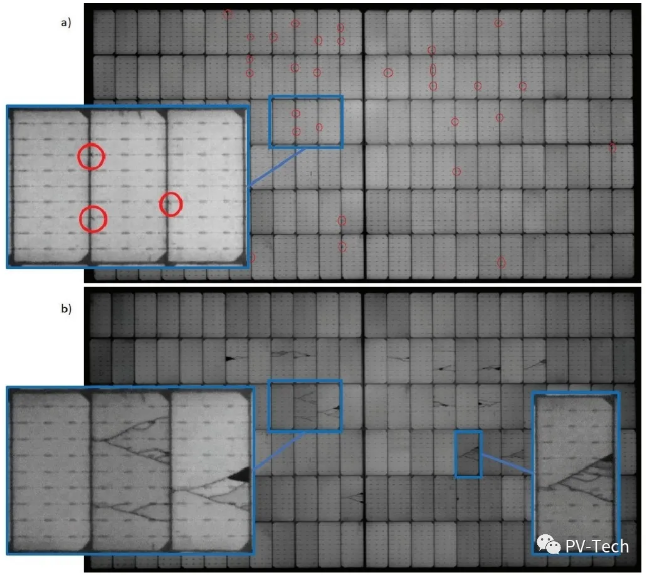
图1: a) Enertis在批量验收测试期间记录的光伏组件图像,可以看到电池边缘出现了交叉裂纹缺陷; b) DML试验后的EL图像(1000次循环,1000 Pa)。
在制造和装运前的检查要解决的另一个问题是来自于供应商在产线上收集和处理EL图像时经常存在不确定性。如前所述,不同的电致发光测试条件可以解释影响组件内电致发光活动的不同缺陷机制,从而导致不同的电致发光结果。图2显示的焊接不良缺陷,属于不符合供应商制定的EL质量标准项之一,但在供应商进行在线检测时却未发现这一点。相比之下,Enertis第三方实验室在对这批组件进行装运前批量测试时,通过EL图像清楚地揭示了这一电池焊接不良问题。在此次验收项目中,EL技术触发了MW级规模批次的拒收,原因就是此类缺陷。而作为纠正措施,供应商随后调整了焊接工艺和EL测试设备。
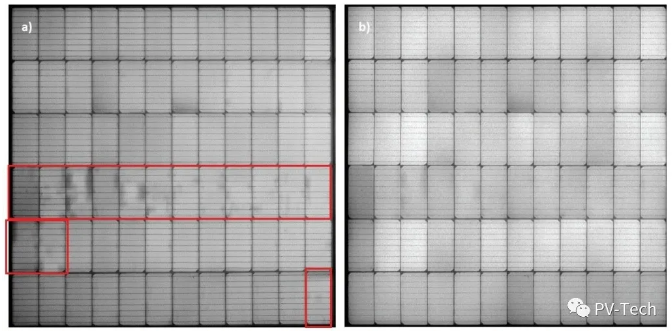
图2:同一块半切电池光伏组件(左侧部分)的EL照片,显示了与主栅焊接不良相关的明显缺陷;a)Enertis实验室记录的图像(10.6A偏置直流电流,CCD传感器);b)制造商在线检测时记录的EL图像(6.1A偏置直流电流,CMOS传感器);
通过在线检测就可以看出不同供应商之间(甚至是同一个供应商的不同产线)在EL测试装置方面存在巨大的的差异。而几乎所有的供应商施加的偏置电流只有5到8 A之间,远低于组件的短路电流(Isc)。
多年来,大多数光伏组件制造商一直宣称其销售的产品不受PID 影响,包括通过不同的标签进行说明,例如在组件宣传单上贴上PID free或anti PID标签。EL技术作为快速PID检测手段,其实用性是众所周知的。它能有效帮助评估组件是否存在诸如PID(以及LID和LeTID)之类的电性问题。事实上,尽管迄今为止大多数电池和组件制造商都做出了努力并取得了毋庸置疑的进步,但PID问题尚未被完全消除。图3展示了两块同一批次加工的组件的EL测试照片。
综上所述,在把光伏组件供应商列入入围名单和未来的检测过程中,对EL缺陷评估结果的处理似乎不像预期的那么简单和标准统一,特别是如果人们注意到当前关于EL缺陷的的是定义、验收边界和潜在后果(即光伏项目所有者在考虑到项目能否达到30年运行寿命时)存在不一致。
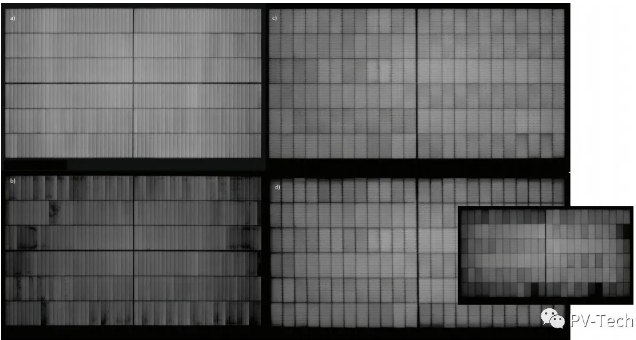
图3:显示了在施加短路电流Isc后记录的存在PID效应的组件EL图像;a)进行PID测试之前的叠瓦式光伏组件;b)在PID测试后,由于分流现象,许多电池呈现较低的EL活性;c)PID测试前的多主栅半切电池组件;d)PID测试后,几块电池(尤其是组件边界的电池)显示出较差的EL对比度,尤其是在边界处,这可能表明分流缺陷的起源自电池切割成两半的过程。内置的EL图像对应于在施加10%短路电流Isc下记录的组件c),以突出显示组件中的分流电池(PID测试程序:96h、85%相对湿度、85℃、-1500V)。在这种情况下,出现了从4%到6%的最大功率衰退。
此外,通过EL检测保护供应过程中组件的可追溯性(供应商应共享产线上记录的所有EL图片)成为跟踪组件在交付至现场后以及安装后发生的任何类型损坏的有力方法。这样,就可以监督整个保修期内组件的变化。
最后但并非最不重要的一点是,适用的样本选择策略始终取决于具体的检测背景和目的。事实上,一些跟技术非常无关的变量,如交货期、检查截止日期,以及”为什么不说预算”等,往往是主要驱动因素。因此,对于任何EL检查行动或活动,必须从适当的调查过程中全面了解项目和最终目标,以确保从方便但有时有限的EL技术中得出准确有效的结论。
交货和安装前检查
在目的地港口(CIF国际贸易术语)或项目现场(DDP国际贸易术语)收到MM规模的光伏组件采购后,审查其状态的合适方法是对每批具有代表性的样品进行装运后的分析,包括进行EL和肉眼检查。这样就可以检测到从制造现场到运输过程中可能遭受的损坏,以及其他与制进有关的缺陷,特别是在以前没有进行装运前检查的情况下,无论MSA中是否有适当安排,测试结果都可能导致根据协定的验收标准拒收缺陷过多的货柜或批次。
同样,EL测试对于组件搬运和安装过程中托盘意外翻转或撞击的情况非常适用,尽管有些损坏迹象无法用肉眼看到(图4)。此外,对于从港口进入现场的道路运输不方便的区域,EL检查可以极大地帮助确定组件在到达后是出现潜在的损坏。
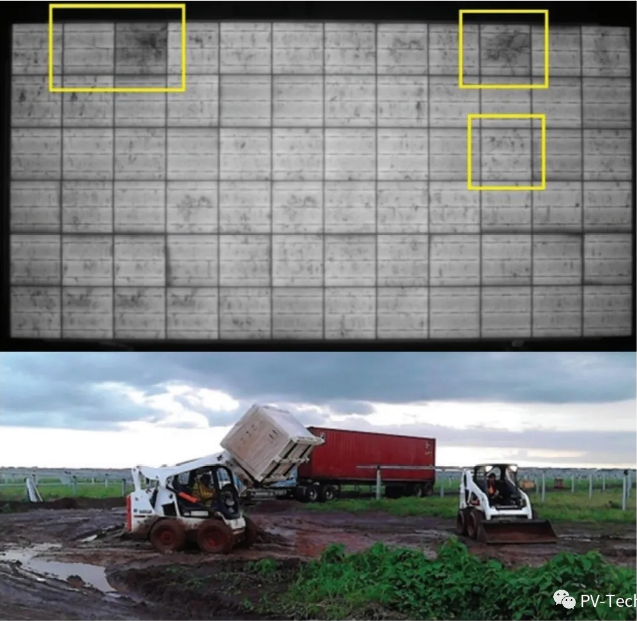
图4: 现场处理不当的例子。EL图像中的电池裂纹是由叉车的脚尖在现场运输箱子的过程中产生的。
尽管已证明装运后检查很有用,但作为多个地区光伏行业的一种日益普遍的做法,并不是有光伏项目的参与者都倾向于执行这些检查。这种情况甚至发生在基于DDP采购的供应上,组件供应商不原意在与组件买家的协议中接受此类检查。因此,在相应的MSA 和 EPC 合同中,在交付点添加适当设计的检查是一种切实可行且经济实惠的策略,可提高光伏资产所有者的信心水平和组件质量可追溯性。
安装组件的EL: 安装后、技术尽职调查检查、O&M
在安装和设备通电后: EL测试是各种环境下必须进行的活动,即:
安装后测试:可在已安装在固定支架或跟踪支架中的组件样品上进行EL测试,主要目的是评估安装过程中可能出现的损坏(当然,也可以捕获在制造或运输等前一阶段产生的损坏)。如前几节所述,根据标准规则和结论,EL检查不是一种标准技术。因此,通过专家技术顾问,通常会使用专门的验收和拒收标准,这些标准会明智地适应各种情况。
通过EL检查,可以确定哪些组件在安装过程中受到可能影响性能甚至电气安全的损坏后应进行产品更换或在未来进行监控。同样,如果在合同层面上有适当的规定,则可以在证明问题的情况下确定适当的责任。
天气事件:对已安装组件进行EL检查是评估光伏组件在受到极端气象事件(如热带风暴、强风或冰雹)影响后机械完整性的一种出色方法,如图5至8所示。鉴于上述优点,EL检验已成为国际保险公司在专家报告中广泛接受的一种技术,对于确定应给予保险索赔人的赔偿具有最大的相关性,无论造成损害的发生率如何。
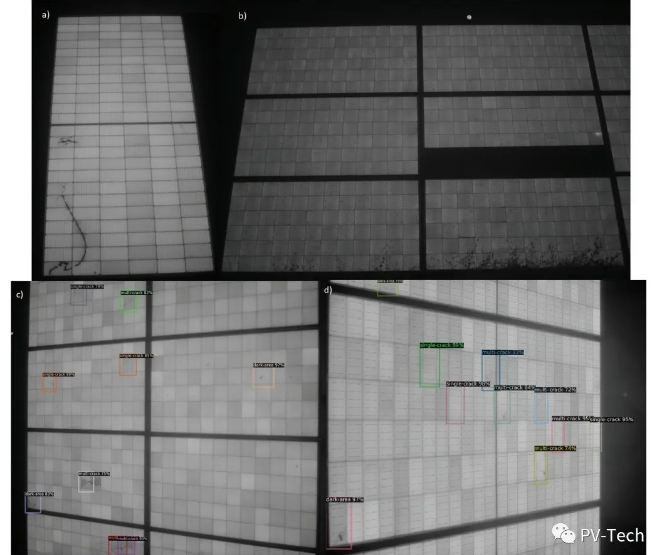
图5:在世界各地安装的不同光伏组件上发现的EL缺陷示例:a)严重的延伸线性缺陷,源于背面的电池损坏(通常来自背板划伤问题);b)明显的接线盒问题(二极管或连接故障)导致电池串不能导通;c)以及d)由Enertis软件准确检测和分类的电池开裂缺陷和其它小问题。

图6:已安装的光伏组件EL图像显示了强对流冰雹导致的严重损伤(扩展为多裂纹)。
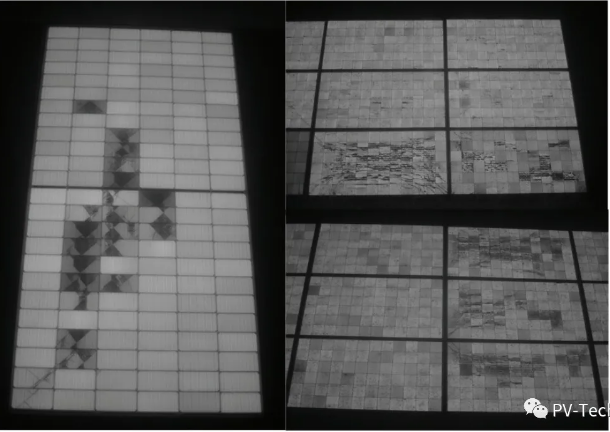
图7:受强风影响的光伏发电厂(包括半电池组件和全电池组件)的EL图像,显示了严重的电池多重开裂问题。

图8:在一个受到大规模洪水影响的光伏电站中发现了多个缺陷。EL检查是资产状况的综合诊断成为可能。还进行了功率和电绝缘测试,将数据与EL结果相关联。最终报告了影响电源的严重退化(电池断开、严重开裂缺陷)和安全问题(触点腐蚀),确定了要触发的后续措施。
表2收集了Enertis最近在受极端刮风事件影响的光伏发电厂进行的EL检查中得到的一些有趣示例及其结果:
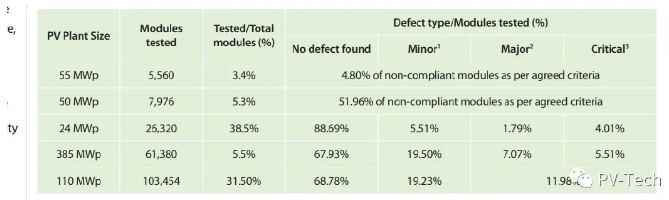
表2:Enertis在最近受极刮风事件影响的电厂进行EL检查的示例:
1. Minor:表示目前或短期内,不认为轻微缺陷会对组件的性能或使用寿命构成威胁。
2. Major:表示该缺陷在检查时并不严重,因为它们并不意味着显著的功率损失,但应进行检测,因为它们可能在未来发展成为严重缺陷,导致电池内部电气隔离,因为日常热循环和环境条件(如风、冰雹、雪或其他)会加剧缺陷的扩展。
3. Citical:表示在检验时已被视为对性能有重大影响的严重缺陷,应予以更换。
光伏项目寿命:调试期间,作为基本完工/PAC或FCA活动的一部分,以及运维职责,对于保修索赔,或在与资产收购和融资尽职调查流程相关的情况下,EL提供了一种非侵入性和成本效益高的方法来诊断光伏组件的状态,同时也是一种有效的预防性和纠正性维护工具。除了在给定时刻提供有关组件状况的有价值信息外,它还有助于了解可能导致安全问题或导致组件严重功率下降(即使是短期内)的问题。表3列出了Enertis在收购前作为项目技术尽职调查活动一部分开展的EL测试活动的最新实例:
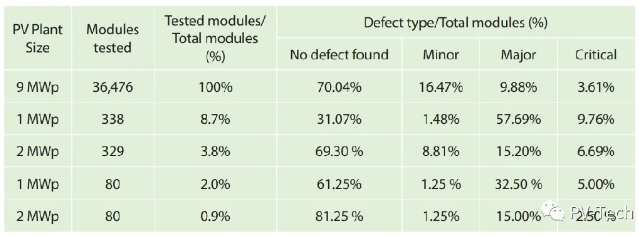
表3在资产收购过程中进行的EL检查示例
以表中收集的9MWp电厂的大型EL测试活动为例,将大量报告的EL结果转化为经济影响,导致资产价格大幅下降,显然远远高于EL测试本身的成本。因此,在这种情况下,EL检查为潜在购买者提供了评估组件状态的最佳手段,成为交易谈判的有力工具。
结束语
如今,在新的光伏电池和组件设计时代,随着全球光伏项目建设规模越来越大、速度越来越快,EL技术作为一种关键工具,能够以大规模、直观、成本效益高和无破坏性的方式确定光伏组件(从而确定光伏资产)的质量状况。
矛盾的是,尽管EL检查方法具有无可置疑的通用性,但其已被证明的优点反过来又会导致产品的误用和实际限制。
此外,在缺乏能够全面规范EL技术的可靠标准的情况下,阐明特定微裂纹、主栅焊接问题或电池不匹配是否可接受将取决于每次检验背景。因此,对通过EL分析获得的信息进行性质判定,应由第三方专家机构进行适当评审和处理,以便公平处理任何有效的处罚、保证或责任索赔。
在买方和供应商之间的MSA谈判中(也在涉及组件供应商责任以外的问题的EPC 合同中》,强烈建议在其他测试活动中,提前确定隐藏的EL缺陷是什么以及应如何检测。总的来说,这一共识应在涉及EL检验的任何项目阶段得到系统地实施: i)整个制造过程;ii)装运前/后;iii)安装前/后(O&M 阶段、收购的尽职调查过程等)。