









罗轩志 15821697760
安科瑞电气股份有限公司 上海嘉定 201801
摘要:简述汽车行业的谐波治理需求,分析汽车行业中典型谐波源点焊机的工作特性和谐波特性,介绍谐波治理对车企的作用,总结谐波治理和有源滤波器的发展趋势。
关键词:汽车行业;电能质量;谐波治理;有源滤波器;点焊机;谐波电流;谐波电压;电力电子器件
0引言
近20年来,我国经济持续高速增长,汽车为人们的交通出行带来了很大便利,电力电子器件大量使用于汽车制造行业,对工厂配电系统的电能质量提出了愈来愈高的要求。
1汽车行业的谐波治理需求
1.1谐波的影响
在理想供配电系统中,电源是频率为50Hz(工频)的正弦波,仅存在相位和幅值的差异,频率一致,电机、电力电子器件、变频器等非线性设备的应用产生了谐波,频率为工频的整数倍(也有工频非整数倍的分量为间隙波),使电压和电流的波形发生畸变,由标准正弦波变为非正弦波。
汽车制造业在生产中大量采用了诸如电焊机、冲压机、切割机、起重机、变频器等冲击性、非线性负荷,这种冲击性负荷的谐波问题,其变化速度快,幅度大,非常难处理,会对企业的生产工作和设备使用带来非常大的影响和巨大的经济损失。
良品率作为产品质量的考量标准,对于汽车产品更是重中之重,若出现不合格产品则需返工甚至报废,出现脱焊、未焊透等焊接质量问题导致返修,大大增加企业成本。
电容器和电抗器作为无功补偿主要元器件,在电力系统中更是扮演着重要的角色,但是其电气特性导致其极易受到谐波影响产生共振,从而导致电容器和电抗器异常发热甚至烧毁,此类故障案例数不胜数不光维修更换费用昂贵,电容器故障还会导致整条线路瘫痪,造成的二次经济损失不可估量。
现场配电系统使用自动投切补偿装置,其核心部件为可控硅,使用寿命长,但作为灵敏度自动化设备,对任何细微的变化都极为敏感,其反应速度快、动作频率高的特性的优点在面对谐波时反而成为缺点。大量的谐波导致可控硅频繁动作,投切频率远高于正常使用频率,使原本预计的使用寿命大大下降,产品优秀的耐受性显得毫无意义从而加大企业在此方面的维护成本。
1.2谐波治理的作用
众所周知,不同种类的谐波造成的危害不尽相同(如:3次谐波加在中性线可能造成中性线严重过负荷),高次谐波则极易和电容器产生共振,能毁电容器。
通过有源滤波器进行谐波治理,可以消除电网中存在的谐波,保护车间内的冲压设备。电焊设备等不再受到谐波危害。在纯净的用电环境下设备的工作稳定性将大大提升,解决因谐波影响而产生的脱焊、未焊透等问题。
2点焊机的工作特性和谐波治理
2.1点焊机的工作特性
在汽车行业的焊接工艺中,点焊由于其焊接特性优良和便于机械自动化得到了普遍的应用,有可移动式独立焊机也有固定式焊接生产线、焊接机器人等,电焊机起弧时输人电流间加大至满负荷,电弧想灭后输人电流降至接近于零,并且负载在零至满负载之间快速、反复变化。由于逆变焊机中二极管整流电路的存在,因此其输人电流中含有大量谐波成分,谐波电流的产生和消失在几个周波内完成,计量时间达到毫秒级,不但输人电流幅值是变化的,谐波电流总畸变南也是变化的,情况更加复杂。
2.2点焊机的谐波分析
焊接车间低压供电的配电情况较为复杂,主要包含多种大型点焊设备和冲压设备等。笔者选用了一台经常出现母焊的焊机进行测试,了解该焊机在启动运行过程中的谐波大小和分布情况。点焊机启动后的工作电流如图1所示。

图1点焊机启动后的工作电流
从图1中可以看出,电流波形畸变严重,特别是启动时A相电流波形出现长时平谷,B相电流波形出现多个波峰。
图2为焊机电流波形图(虚线为标准正强波电流应在用电开始后5ms时达到电流峰值,在10mms时归0,在15ms时达到反向峰值,在20s时再次归0,构成一个完整的周波,在一个周波的用电时间内,电流波形应该过渡平滑。可以看出,焊机实际波形比标准正强波形更早出现了波峰,在5ms峰阶段,焊机波形此时已经处于回落状态,并出现了长时间的平谷,此时电流值为0。通过对比不难看出,焊机的电流波形已经完全不是正弦波形,负载电流中含有大量的谐波电流,导致焊机电流波形畸变严重,会对电力系统造成严重影响。
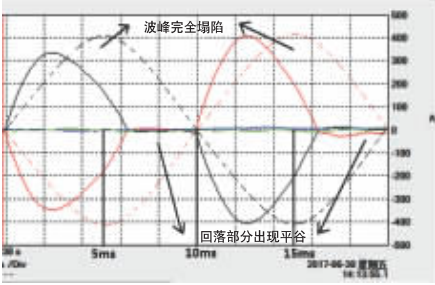
图2焊机电流波形图分析
图3分别为A相的谐波电流柱状图和谐波电压柱状图,从柱状图中可以看出谐波主要由3次谐波构成,5、7、9次谐波比较小,电压也有一定的谐波含量,2次、3次、5次谐波电压较多。
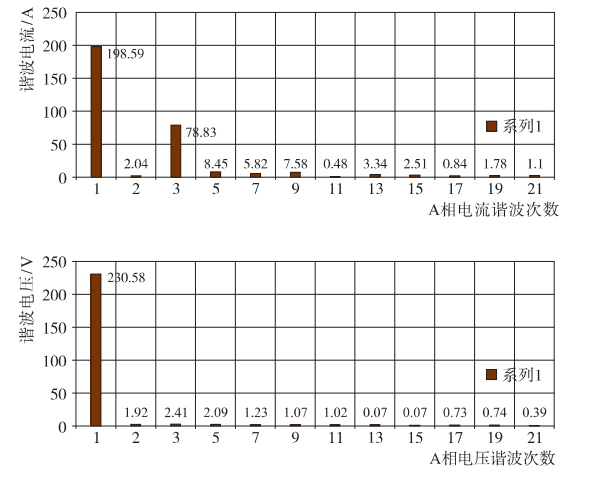
图3A相谐波电流和谐波电压柱状图
2.3点焊机的谐波治理
针对点焊机的工作特性,需要选择具备快速响应能力的滤波装置进行谐波治理,而有源滤波器通过大功率电力电子器件的高频开关(IGBT)来实现谐波治理,并具备冲击性负荷的无功补偿功能,能够发挥重要作用。
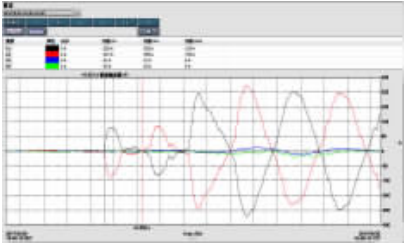
图4投入有源滤波器的焊机电流波形图
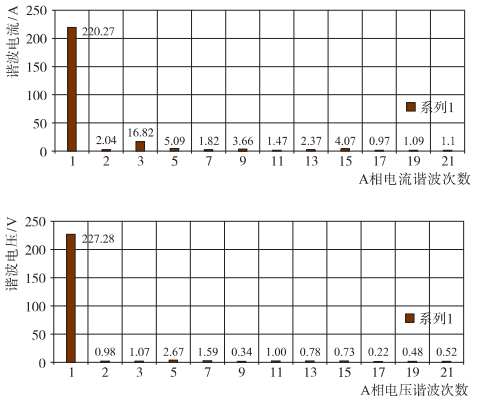
图5A相治理后的谐波电流和谐波电压柱状图
图4为投入有源滤波器的焊机电流波形图,可以看出,经有源滤波器补偿后的焊机波形已经比较接近正弦波形,且波峰和0值过渡较为平滑,没有出现补偿前的波形畸变情况,说明谐波电流已基本消除完毕。
图5分别为A相治理后的谐波电流柱状图和谐波电压柱状图,从谐波电流柱状图可以明显观察出3次谐波基本被消除,其他各次谐波也有一定降低,电压中的谐波含量也有一定程度的降低,特别是补偿前较多的2次和3次谐波电压。
从补偿结果可以看出,有源滤波器完全可以适应焊接车间内的工作环境,即使是面对瞬间产生和消失的谐波电流也能正常捕捉并进行补偿,且补偿效果十分理想,基本消除焊机产生的谐波电流,同时对谐波电压也有较强的抑制作用。
3安科瑞APF有源滤波器产品选型
3.1产品特点
(1)DSP+FPGA控制方式,响应时间短,全数字控制算法,运行稳定;
(2)一机多能,既可补谐波,又可兼补无功,可对2~51次谐波进行全补偿或特定次谐波进行补偿;
(3)具有完善的桥臂过流保护、直流过压保护、装置过温保护功能;
(4)模块化设计,体积小,安装便利,方便扩容;
(5)采用7英寸大屏幕彩色触摸屏以实现参数设置和控制,使用方便,易于操作和维护;
(6)输出端加装滤波装置,降低高频纹波对电力系统的影响;
(7)多机并联,达到较高的电流输出等级;
3.2型号说明
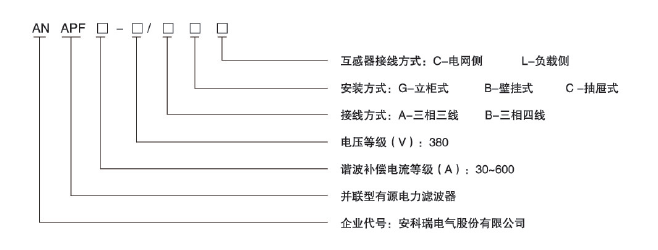
3.3尺寸说明
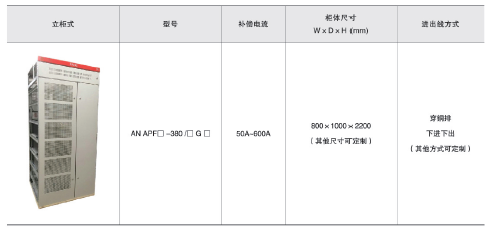

3.4产品实物展示


ANAPF有源滤波器
4安科瑞智能电容器产品选型
4.1产品概述
AZC/AZCL系列智能电容器是应用于0.4kV、50Hz低压配电中用于节省能源、降低线损、提高功率因数和电能质量的新一代无功补偿设备。它由智能测控单元,晶闸管复合开关电路,线路保护单元,两台共补或一台分补低压电力电容器构成。可替代常规由熔丝、复合开关或机械式接触器、热继电器、低压电力电容器、指示灯等散件在柜内和柜面由导线连接而组成的自动无功补偿装置。具有体积更小,功耗更低,维护方便,使用寿命长,可靠性高的特点,适应现代电网对无功补偿的更高要求。
AZC/AZCL系列智能电容器采用定式LCD液晶显示器,可显示三相母线电压、三相母线电流、三相功率因数、频率、电容器路数及投切状态、有功功率、无功功率、谐波电压总畸变率、电容器温度等。通过内部晶闸管复合开关电路,自动寻找适宜投入(切除)点,实现过零投切,具有过压保护、缺相保护、过谐保护、过温保护等保护功能。
4.2型号说明
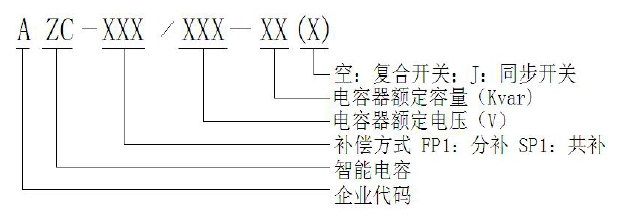
AZC系列智能电容器选型:
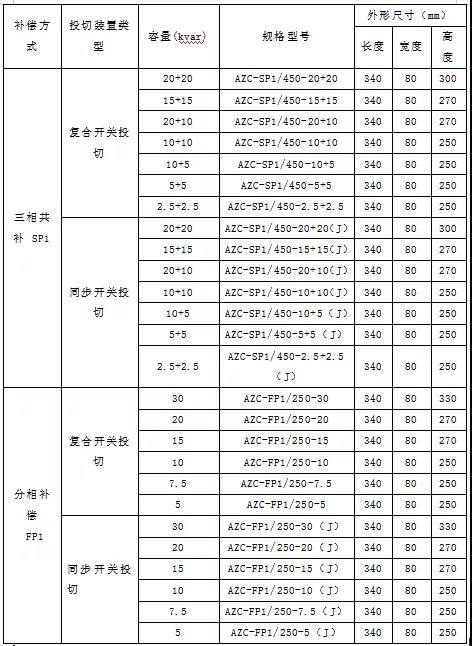
AZCL系列智能电容器选型:
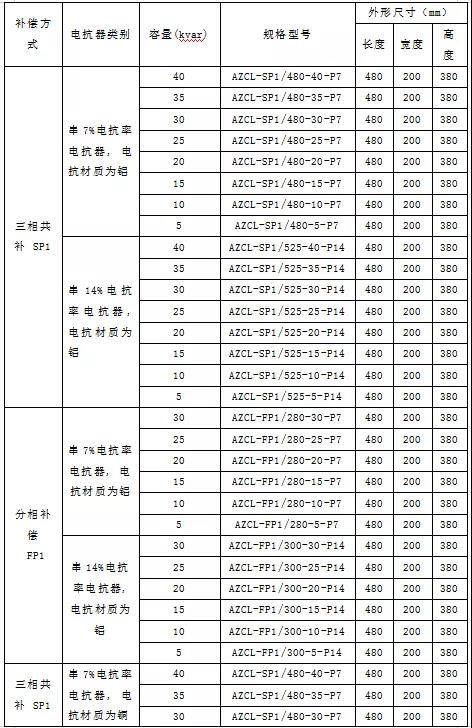
4.3产品实物展示


AZC系列智能电容模块AZCL系列智能电容模块
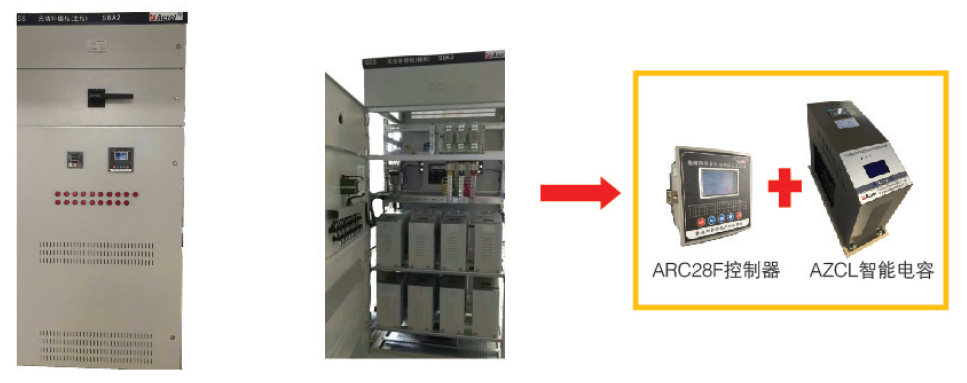
安科瑞无功补偿装置智能电容方案
5结语
目前,我国汽车保有量持续快速上涨,汽车制造业新建、扩建、改建项目源源不断,新技术、新产线、新设备持续投入使用,配电网中非线性负荷的比例还在不停增加,谐波理的需求非常大。随着电力电子技术的发展和材料成本的下降,有源滤波器的成本也会随之下降,采用有源滤波器进行谐波治理会成为愈来愈多车企的选择,能够灵活配置、快速响应的有源滤波器,将会在谐波治理这一领域得到更广泛的应用。



