锂电池开路电压(ocv)检测概述:
OCV全称(open circuit voltage)开路电压,OCV测试主要是通过连接在电压测试仪和内阻测试仪上的探针压在软包电池的正负极耳上测量电池特性,OCV测试是电池测试中比较重要的一环。电池在上料区被抓取后通过视觉纠偏工位,放在固定的测试点,机台测试工位使探针压在极耳上,在短时间内取得电池的精准数据,然后分拣机将测试过程中的不良品和良品分离并做下一步的处理。
视觉工位的作用:
本项目采用视觉龙公司的VD200机器人视觉引导控制系统。项目视觉工位有2个,工位1是判断托盘中电芯的个数及位置,优化机器人取料路径,引导机器人取料,使机器人不去空位取电芯,节省了时间,避免了误抓托盘引起电池脱落而导致的安全问题。视觉工位2主要是纠偏产品调整偏移量,使产品放到固定的待测点,让探针和极耳的接触位置每次都保持一致,确保测试的准确性。


视觉工位的难点:
难点1:电芯种类的多样性和未知性。电芯尺寸分布范围大,从最小的30mm*50mm到**的110mm*160mm之间任意组合,可能出现上百种尺寸不同的电芯,在生产前电芯的尺寸是不可预知的。设备每次生产的电芯都可能是全新的型号,这就需要视觉系统具备超强的兼容性能。
难点2:托盘的种类多样和不同电芯的任意搭配。托盘是电芯的载具,上百种电芯就会有上百种托盘。托盘装载电芯的个数也是不确定的,可能是2*2,4个、2*3,6个、3*2,6个、3*3,9个等等。托盘的颜色有黑色的、白色的等,再与不同颜色的电芯组合。因为未知性太多,大大的增加了机器人去正确的位置取电芯的难度。
难点3:从生产一种型号的电芯到换成生产另一种型号的电芯时,视觉系统必须进行智能判断,实现自动换型,不需要人员来操作配置。
视觉工位的解决方案:
工位1:在传统的设备上,机器人去托盘上取电芯时,都会通过传感器来感应电芯的有无,如果感应到电芯就会下去取,如果没有感应到就会去下一个位置感应,如此循环。这样在托盘电芯不满,或者存在空托盘的情况下会浪费大量的时间,使产能下降。
视觉龙VD200视觉系统在工位1上加装一套相机,在每次更换托盘时,进行扫描。将存在的电池位置排序,逐个的引导机器人去抓取。因为视觉系统的筛选,机器人会直接跳过没有电芯的空位,这样就避免的机器人不必要的走位。同时,机器人的取料坐标都是由视觉系统提供的,在视觉系统完成一键换型的同时,也帮助机器人完成了取料位的换型,简化的机器人的程序。
工位2:在传统设备上,为了保证电芯的在测试工位上的精确的位置,通常依靠机械定位的方式来保证精度。而机械定位在换型的过程中存在调整麻烦、精度不够、兼容性不强等问题。
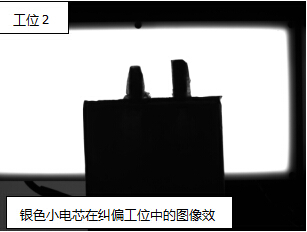
视觉龙VD200视觉系统在工位2上加装一套相机,当机器人将电芯吸到纠偏位时,相机拍照,计算出准确的放料位置,引导机器人去放料。在电芯的定位中,VD200视觉系统采取了全新的定位算法,在定位新型号电芯时,不再需要提前制作模板和配置参数,实现了全自动智能换型功能。减少了技术人员在产品换型时的工作量和换型时间。
根据现场的环境和机构的布局,视觉龙为其量身定制了一套光源,使其在纠偏工位中,电芯能呈现出很好的图像效果,提高了视觉系统的定位精度和稳定性。

 收藏本页
收藏本页
 设为主页
设为主页
 随便看看
随便看看
 免费会员(企业)
免费会员(企业) 13978694007
13978694007 新闻中心
新闻中心
 联系人:尹女士
联系人:尹女士 电话:
电话: 手机:13978694007
手机:13978694007 经营模式:制造商,贸易商
经营模式:制造商,贸易商 所在地区:广东/深圳市
所在地区:广东/深圳市 站内搜索
站内搜索